





在膜切国内纸烟包时,模切刀具的使用寿命大幅度降低,能用生产量由原先的均值六百万转骤减为二百万~三百万转。文中,小编凑合我企业为解决打印纸张国内生产制造的所采用的模切刀具使用寿命提高对策小结以下,期待对存有一样难题的同行业有一定的协助。
一、存在的问题
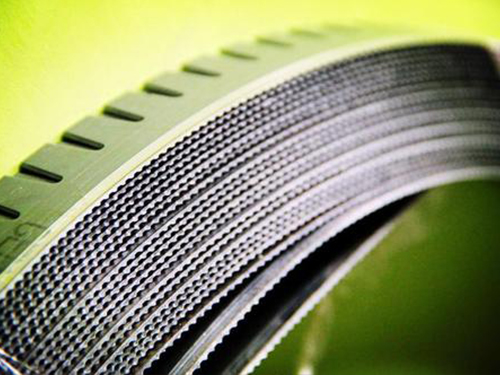
在膜切国内纸烟包时,模切刀具运行超出二百万转之后,出現膜切工作压力不匀、爆口、带废、黏连等状况,刀口损坏比较严重后,刀辊总体毁灭性非常大,全套模切刀具即已做到使用寿命。
二、根本原因
依据小编剖析,导致模切刀具使用寿命骤减的缘故有以下几个方面。
(1)国内纸成份中,阔叶植物原浆纸成分低,纸粉成分高,纤维长度较短、延展性太高、薄厚大、盘绕歪曲状况比较严重。
(2)国内纸在迁移工艺中对强力胶的需要量很大,加上量一般操纵在8g/m2,一部分强力胶入侵纸孔后,打印纸张延展性会获得明显提高,但也非常容易造成 打印纸张黏连。以便提升国内纸烟包的膜切品质,必须对模切刀具开展胀模充压解决,以减少左右辊空隙,这在非常大水平上面加速模切刀具的损坏。
(3)模切刀具原材料的特性配备中,强度和延展性反比关联,原料强度达到52洛氏,造成 延展性较低;另外,为追求完美膜切实际效果,模切刀刃基台视角设定较小,在国内打印纸张烟包膜切中适应能力主要表现较弱。
三、处理对策
根据对模切刀具使用寿命骤减的缘故开展剖析后,大家将关键活力集中化在模切刀具原材料的产品研发及其生产加工工艺的升級上,开展目的性的改善。
(1)设计方案复合型视角刀具,提升刀刃精铣刃视角及总宽。
在進口纸烟包的膜切工艺中,广泛选用窄基台,视角设定为40°,刃宽设定为0.03mm。但这种工艺主要参数用在国内纸烟包膜切生产制造中,刀口钻削时,非常容易产生崩刀状况。根据实验测量,当刃角低于40°时,精铣易产生刀刃铣亏的难题,且崩刀的概率非常大。当刃角超过60°时,抗刀状况较为显著,打印纸张黏连、没法彻底断开状况比较严重。经论述,现将刃角操纵在55°,基台视角操纵在45°。
生活实践说明,精铣时刀刃铣亏和抗刀状况大大减少,刀刃耐受性有显著改变。经设计方案后,新刀具精铣刀刃工艺进行后,刃宽约为0.05mm,设计方案成复合型视角刀具,增加刀口边沿的承受力视角。
更多相关阅读:














