





“双头涂布”,即主剂、固化剂分开涂布的工艺,A、B胶在复合工位相遇并极速发生化学反应。双头涂布工艺无需UV灯照射固化,因为反应速度极快,所以印刷基材上的醇类残留量以及环境湿度对工艺的影响可忽略不计。“双头涂布”这个概念在软包装行业的兴起始于drupa2016,展会期间,诺德美克公司携手陶氏化学成功演示全球首创的双头涂布无溶剂复合新工艺。可以说,“双头涂布”如今俨然已经成为软包装行业关注的热点。那么,这种新工艺是否真的值得推广?笔者通过对市场的大量考察,冷静下来思考,总结了以下几个原理性技术问题,希望能与行业人士共商讨。
思考一:A、B胶的反应比例能否得到有效保证?
双头涂布工艺的真谛不能简单地从字面去理解,也不是由原来一个涂布头变成两个涂布头那么简单,这种工艺必须有足够的五辊涂布系统精度来做保障。在传统无溶剂复合工艺中,A、B胶在混胶机内完成一定比例的混合,双头涂布无溶剂复合设备则主要依靠双头的涂布系统来达到A、B胶的混合,目前双头涂布无溶剂复合设备的技术水平还不能完全保证A、B胶达到最佳的反应比例,更无法保证涂胶的均匀性。
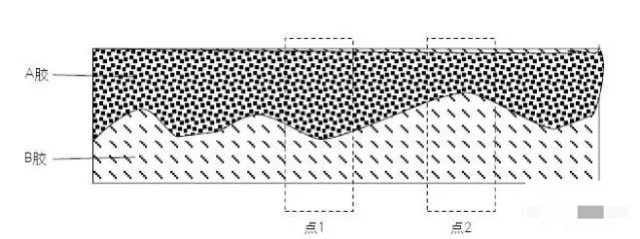
在复合基材上初涂布A、B胶的情况如图1所示,可能在1平方米面积内A、B胶的混合比例符合要求,但从微观角度来分析,在图1中的点1和点2处,A、B胶的比例肯定存在局部偏差,那么在点1和点2处就会出现A、B胶配比失衡,可能会导致二者无法正常交联固化。可见,在双头涂布工艺中以平均涂胶量的概念来看A、B胶的配比,是一个值得商榷的问题。很明显,在双头涂布工艺中,涂胶量局部偏差是不可避免的,经分析有以下3种偏差表现。
1.五辊涂布系统精度对涂胶不均匀的影响
计量辊的静态加工精度达到±5μm已经是当前设备制造行业的最高加工水准了,假设计量间隙为80μm,则单侧出现5/80=6.25%的涂胶不均匀性是不可避免的,在双头涂布工艺中涂胶不均匀性达到6.25%×2=12.5%,即理论来讲,在无溶剂胶黏剂一定的宽容度下,无论是A胶多12.5%,还是B胶多12.5%,都能保证二者充分交联固化。然而,实际双头涂布工艺中的涂胶不均匀性远大于12.5%,这就无法保证A、B胶的充分交联固化了。
在无溶剂复合生产中,许多行业人士在调整计量间隙时发现,大多情况下无溶剂复合设备的计量间隙误差均高于10μm。在这种情况下,在转移胶辊的压力下计量胶辊的变形更为严重,计量间隙均匀性的偏差则更大。在正常无溶剂复合生产中,由计量间隙不均匀引起的涂胶不均匀性几乎都大于25%,而双头涂布工艺的涂胶不均匀性是同等条件下传统涂胶不均匀性的2倍。可以说,双头涂布无溶剂复合设备的精度是保证正常无溶剂复合生产的最根本要求。以目前国内三线设备生产企业的机械加工水平来看,恐怕难以胜任双头无溶剂复合工艺要求的设备涂布精度要求。
2.起停机时局部涂胶不均匀性
涂布速度会明显影响涂胶量,即存在刚开机时A、B胶比例出现偏差的情况。另外,在设备停机后刚起动时,通常能观察到转移胶辊上局部有一层横向厚胶(宽度为3~5mm),有的部位则可能无胶,这可能会导致A、B胶配比极端不匹配,进而发生不交联固化的现象。
3.胶层分裂转移均匀性造成的微观配比偏差
分裂转移到薄膜上的胶层并不是完全平整的,存在高低不平的凹凸现象,如图1所示的A胶凸点与B胶凹点相贴合时,这部分A、B胶就存在微观配比偏差。
可见,双头涂布无溶剂复合设备的A、B胶的微观涂胶均匀性并不高,这就取决于每一个微小部位A、B胶的实际配比,如果双头涂布无溶剂复合设备的涂胶均匀性只能达到25%,也就意味着无论A胶多25%或是B胶多25%都能保证双组分无溶剂胶黏剂的完全交联固化,但这对无溶剂胶黏剂的宽容度要求极高。总之,涂胶均匀性及双组分胶黏剂的联动匹配度是双头涂布无溶剂复合设备的生命线。
思考二:A、B胶能达到分子级接触状态吗?
双头涂布工艺要求在完成无溶剂复合后,A、B胶在复合压力及分子热布郎运动扩散力作用下能达到均匀混合,在A胶与B胶的接触界面处,二者可以达到分子级接触状态,但在复合基材与无溶剂胶黏剂的接触界面处,A、B胶能按设计反应比例达到分子级的接触状态吗?最大的风险就在于,基材界面处A、B胶微观混合比例不均匀。
即使是光膜材料,其表面也存在0.08~0.16μm的粗糙度。无论如何操作,A、B胶的分子都会渗入薄膜分子结构中,相当于又增加了两胶扩散混合的路径长度,充分混合难度再次增加。有些人士认为增大涂胶量就能解决,但这样只会进一步加大A、B胶充分均匀混合的难度。
思考三:渗入油墨的无溶剂 胶黏剂反应程度如何?
凹印多色叠印时通常两色实地叠印的墨层厚度在2μm左右,而且叠印墨层表面凹凸不平,存在很多间隙(类似毛细管现象),涂布在墨层表面的液态A、B胶会部分渗入墨层,但二者不可能按比例渗入,那么渗入墨层中的A、B胶是否能实现正常交联固化呢?如果不能,就很难适应我国软包装凹印多色叠印的现状。
总结:
综合来讲,对于双头涂布工艺现存问题可总结为以下3点。
(1)无溶剂复合局部A、B胶贴合厚度偏差大的问题不可完全避免。
(2)从微观分析,A、B胶能否按比例达到化学反应的分子级接触状态尚未可知。
(3)渗入凹印多色叠印墨层中的A、B胶如何实现正常交联固化反应尚待解决。
双头涂布工艺不是简单的机械结构改变,而是会由此带来一系列变化,如设备精度要求的变化、双组分无溶剂胶黏剂配比控制方式的变化、双组分无溶剂胶黏剂混合方式的变化等。可见,双头涂布工艺尽管被炒得很热,创新性极强,但也对与之匹配的双组分无溶剂胶黏剂的性能、设备加工技术等方面提出了更高要求,推广应用依然任重道远。














