雕刻刀模按形态、加工要求及使用效果可分五类:
即:平板+贯通孔类、底部自动清废类、弹性退料类、吸废类、五金复合类,以下就雕刻刀模的各个类型及制作要点做一个简要说明。
(1) 平板+贯通孔类雕刻刀模:
平板+贯通孔类雕刻刀模是雕刻刀模的最基本形态,其制造参数、刀锋选择、使用方法均可参考平板腐蚀刀模。

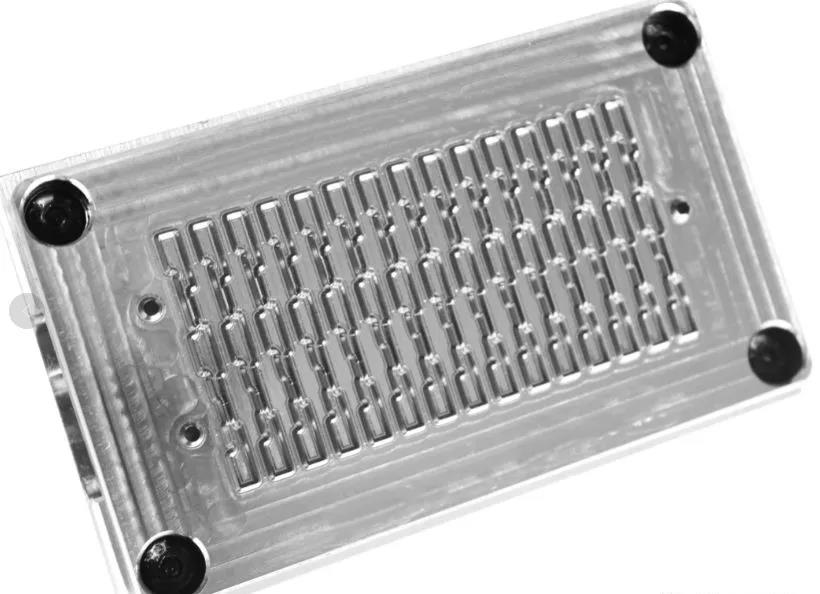
2) 底部自动清废类雕刻刀模
底部自动清废雕刻刀模在模切过程中可以快速地将产品中间孔位处的废料挤向刀模底部的清废槽,然后通过吸或吹的方式将废料清除,保证了模切过程的顺利进行及产品的质量。
底部自动清废类雕刻刀模的制作比普通雕刻刀模的制作要多两道工序。
① 清废孔的线切割加工
a.清废孔的线切割图案应比相应的刀锋图案周边缩小,收小的偏移量应根据被切穿材料的厚度而定,为确保自动清废效果,偏移量的确定原则是偏移量小于被切穿材料的厚度。
b.为确保自动清废孔处刀锋的强度,线切割加工清废孔的上端(刀口端)应保持1-1.5mm直身。
c.为便于清废孔排屑顺畅,清废孔的下端(自直身位以下)应成15°左右锥度设计,该锥度可由线切割加工而成,也可在背后清废槽加工中雕铣而成。
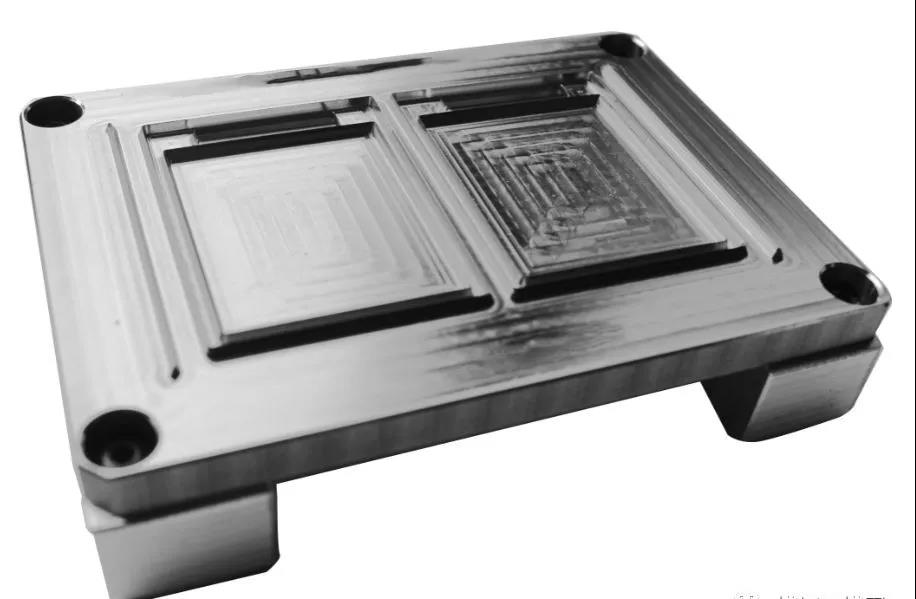
② 背后排废槽加下
a.为避免自动清废类雕刻刀模在模切过程出现部分区域有切不穿的现象,自动清废类雕刻刀模背后排废槽设计不宜跨度过大,排废槽跨度过大时会导致排废槽中部对应刀锋处无受力支撑,可能出现该部分区域切不穿。
b.当背后排废槽不可避免跨度过大时,应在排废槽跨度中部设计支撑桩。
c.背后排废槽的深度应根据自动清废类雕刻刀模基版的厚度而定,在确保刀模受力强度的前提下应尽可能挖深。
声明:本文来源丰日企业,由本公众号编辑,版权归原作者、原出处所有。如涉及作品版权问题,请与我们联系,我们将删除内容或协商版权问题。
投稿联系人:莫小姐 136-8628-7350
投稿邮箱:874898085@qq.com
点击图片查看活动详情