胶接工艺包括胶接前的准备、接头设计、配制胶粘剂、涂敷、合拢、固化和质量检测等。
一、胶接前的准备
胶粘剂对被胶接材料胶接强度的大小,主要取决于胶粘剂与被胶接物之间的机械连接,分子间的物理吸附,相互扩散及形成化学键等因素综合作用的结果。被胶接物表面的结构状态对胶接接头强度有着直接的影响。
被胶接物在加工、运输、储存过程中,表面会存在氧化、油污、灰尘及其它杂质等,在胶接前必须清除干净。
常用的表面清除方法有脱脂处理法、机械处理法和化学处理法。
1.表面脱脂处理法有机溶剂去油,目前用的脱脂方法有有机溶剂法、碱液法与表面活性剂法。常用的脱脂溶剂有丙酮、甲苯、二甲苯、三氯乙烯、四氯化碳、醋酸乙脂、香蕉水、汽油等。对于大批量小型胶接件,可采用三氯乙烯蒸气槽内放置半分钟左右除油脂。对于大面积的胶粘表面,采用从上至下或从左到右一个方向清洗。采用溶剂脱脂时,应有一定的晾干时间,防止胶接表面残留溶剂影响接头强度。对采用碱液清洗的胶接表面,清洗后必须再用热水、冷水把表面的碱液冲洗于净,后用热风干燥。
使用后的胶接物,表面容易吸附或沉积油污。如果允许高温处理,可将胶接物置于200~250℃热风干燥箱中,使油脂渗出,然后用于净棉纱揩擦,再用溶剂除油。特别强调的是溶剂一定要离开火源,以防意外事故。
2.机械处理法机械处理常用的手工工具有钢丝刷、铜丝刷、刮刀、砂纸、风动工具等;机械方法有车削、刨削、砂轮打磨、喷砂等。采用机械方法处理表面,给表面提供了适当的粗糙度,增加了有效的胶接面积,改善了胶接性能。
3.化学处理法化学处理法有酸性溶液和碱性溶液两种处理方法。经化学处理的金属可在表面形成一层均匀致密、坚固的活性层,该活性层容易使胶粘剂润湿展开,可明显提高胶接强度。对允许化学处理的聚合物,如聚四氟乙烯、聚乙烯、聚丙烯、氟橡胶等,可使表面变成带有极性基团,提高了表面的自由能,增加了润湿性,能大幅度地改善胶接强度。
二、胶接接头设计
1)胶接接头几种受力形式一个胶接接头在实际的使用中,不会只受到一个方向的力,而是一个或几种力的集合。为了便于受力分析,把实际的胶接接头受力简化为剪切力、拉力、剥离、劈裂几种形式(图1)。
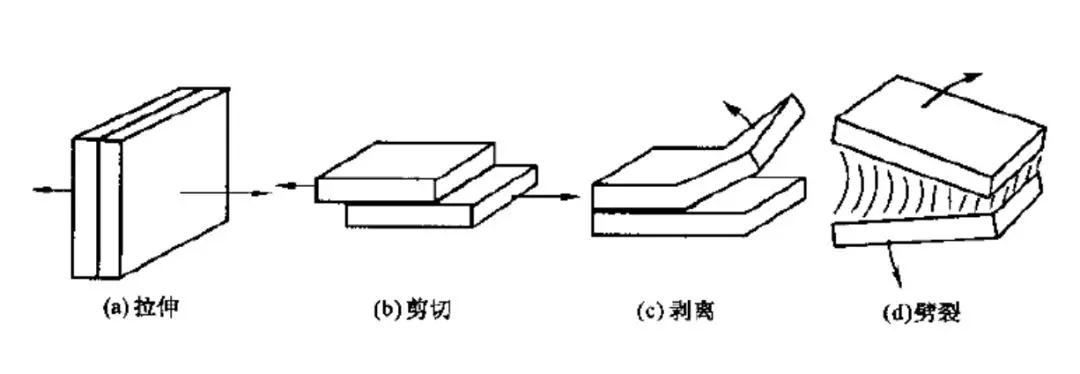
图1 胶接接头的几种受力形式
2.设计胶接接头时应遵守以下原则制造一个高质量的胶接接头主要与胶粘剂的性能、合理的胶接工艺和正确的胶接接头形式等三个方面有着密不可分的关系。设计胶接接头时应考虑以下几点。
1)尽可能使胶接接头胶层受压、受拉伸和剪切作用,不要使接头受剥离和劈裂作用,如图2所示。图2(b)接头胶层的受力要好于图2(a)。对于不可避免受剥离和劈裂的,应采用图3所示的措施来降低胶层的受剥离和劈裂作用。

图2 接头受力对比
 图3 降低胶层受剥离和劈裂的措施
图3 降低胶层受剥离和劈裂的措施
2)合理设计较大的胶接接头面积,提高接头承载能力。3)为了进一步提高胶接接头的承载能力,应采用胶-焊、胶-铆、胶-螺栓等复合联结的接头形式,如图4所示。
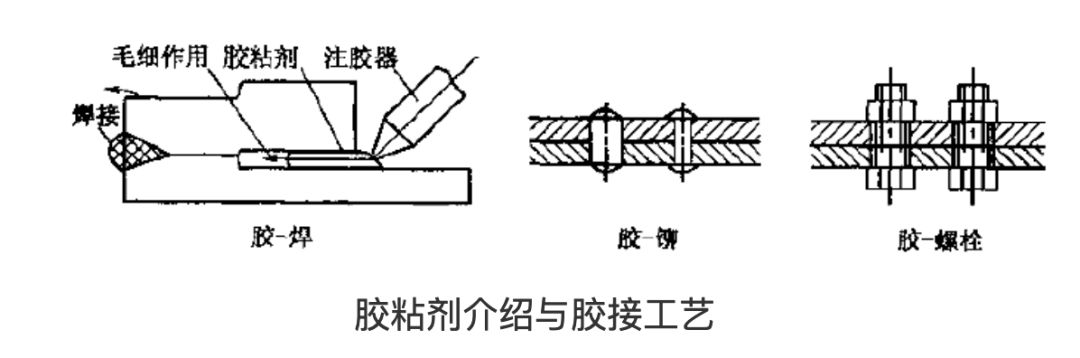
图4 复合联接形式

4)设计的胶接接头应便于加工,表1是几种常用的胶接接头形式。
三、胶粘剂的配制与涂敷
1.胶粘剂的配制胶粘剂配制的性能的好坏将直接影响胶接接头的实用性能,因此,配制胶粘剂要科学合理,配制要按合理的顺序进行。
胶粘剂有单组分、双组分和多组分等多种类型。单组分的胶粘剂可直接使用。配制双组分或多组分的胶粘剂时,必须准确计算、称取各组分的质童,质量误差不得超过2%~5%。固化剂用量过多,会使胶层变脆;加入量不足则胶粘剂的固化不完全。
胶粘剂在配制前,应放在温度为15~25℃(特殊的品种例外)、阴暗不透明、对胶粘剂没有破坏作用的密闭容器内。
配制胶粘剂要根据用量而定。用量小可采用手工搅拌;用量较大时,应选用电动搅拌器进行搅拌。搅拌中各组分一定要均匀一致。对一些相容性差、填料多、存放时间长的胶粘剂,在使用前要重新进行搅拌。对粘度变大的还需加人溶剂稀释后搅拌。
2.胶粘剂的涂敷涂敷就是采用适当的方法和工具将胶粘剂涂敷在胶接部位表面。涂敷方法有刷涂、浸涂、喷涂、刮涂等。
根据胶粘剂使用目的,胶粘剂的粘度,被胶接物的性质,可选用不同的涂胶方法。如果配制时的气温过低,胶粘剂枯度过大,可采用水浴加热或先将胶枯剂放人烘箱中预热。
涂敷的胶层要均匀,为避免粘合后胶层内存有空气,涂胶时均采用由一个方向到另一个方向涂敷,速度以2~4cm/s为宜。胶层厚度一般为0.08~0.15mm。
对溶剂型胶接剂和带孔性的被胶接物,需涂胶2~3遍,在涂敷第二道前,要准确掌握第一道胶溶剂挥发完全后再涂第二遍。如果胶层内残存过多的溶剂会降低胶接强度,但过分干燥胶层会失去粘附性。
对于不含溶剂的热固性胶粘剂,涂敷后要立即粘合,避免长时间放置吸收空气中的水分,或使固化剂(如环氧胶粘剂的脂肪胺类固化剂)挥发。
四、胶黏剂的固化
所谓固化就是胶粘剂通过溶剂挥发、熔体冷却、乳液凝聚等物理作用,或通过缩聚、加聚、交联、接枝等化学反应,使其胶层变为固体的过程。
胶接物合拢后,为了获得硬化后所希望的联接强度,必须准确地掌握固化过程中压力、温度、时间等工艺及参数。
1.固化压力加压有利于胶粘剂对表面的充分浸润、排出胶层内的溶剂或低分子挥发物、控制胶层厚度、防止因收缩引起的被胶接物之间的接触不良、提高胶粘剂的流动性等。
适中的压力可很好地控制胶层厚度,充分发挥胶粘剂的胶接作用,保证胶层中无气孔等。加压的大小与胶粘剂及被胶接物的种类有关,对于脆性材料或加压后易变形的塑料,压力不易过大。一般情况下,对无溶剂胶粘剂比溶剂性胶粘剂加压要小;对环氧树脂胶粘剂,采用接触压力即可。图5为常用的几种加压方法简图。

图5常用加压方法
2.温度和时间固化温度主要根据胶粘剂的成分来决定。固化温度过低,基体的分子链运动困难,致使胶层的交联密度过低,固化反应不完全,要使固化完全必须增加固化时间;如果温度过高会引起胶液流失或使胶层脆化。固化温度高低均会降低接头的胶接强度。对一些可在室温下固化的胶粘剂,通过加温可适当加速交联反应,并使固化更充分、更完全,从而缩短固化时间。
固化温度与固化时间是相辅相成的,固化温度越高,固化时间可短一些;固化温度越低,固化时间应长一些。表2是几种胶粘剂的固化条件、使用温度。