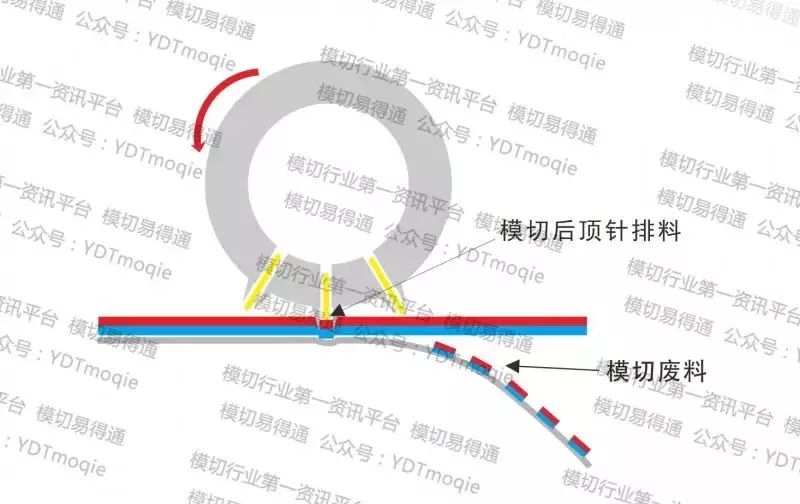
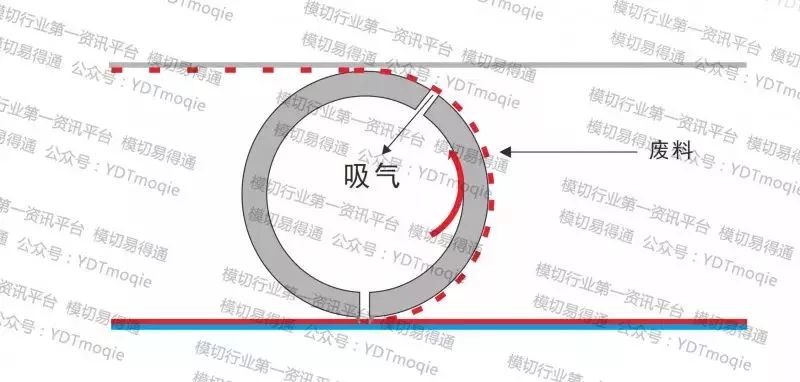
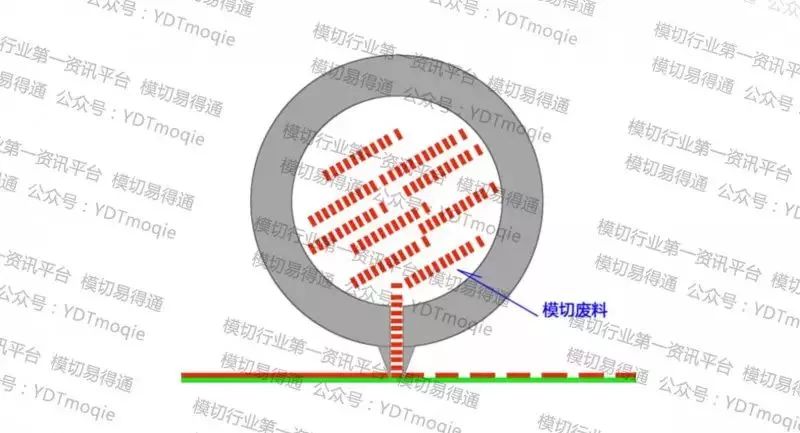
圆刀主要是利用齿轮传动来达到连续滚压模切的作用效果。通常是一个带有齿轮的主动轮,在垂直方向上驱动一个带齿轮的钢滚,再在垂在方向上驱动圆刀。(钢滚和圆刀的位置可替换)材料经过圆刀和钢滚之间便被模切出刀模的形状。圆刀模切加工中可以分为以下几大步骤: 即将材料上机。如何快速准确的将材料上机走正,直接影响调机和生产效率。上料时一般要位置放准,然后材料要有一定张力,即绷紧点,自然就会走正,换料时接头要接好。以保证接头顺利通过,一般胶要交叉接,底纸要对接。 即将模切产生的废料带走。排废是圆刀机加工过程中的关键,也是难点所在。在长期实践生产中产生了多种方法,针对不同的情况,使用不同的方法。 圆刀排废工艺常用的有以下几种方式: ①辅料直排废工艺 ②提取辊排废工艺 ③顶针刀排废工艺 ④吹/吸气模具排废工艺 ⑤落料式排废工艺 除去以上常用的排废工艺,还有很多种排废方式,如更换底料法、同步收卷式等。 ▶ 辅料直排废工艺 辅料直排废工艺的刀模设计通常采用半断模切设计,成型后剥离料带,废料留在底膜料带上,直接带走。如下图所示(针对的产品有要求,废料部分多为产品内框)。 ▶ 提取棍排废工艺 提取棍排废工艺对于废料较大的产品较为适合,使用此类排废工艺可以避免更换底纸,但需要注意辅材的选择,如图所示(此类产品一般复合后,通过模切保留产品部分,对上层模切材料进行排废)。 ▶ 顶针排废工艺 顶针式排废圆刀俗称顶针刀、顶针清废刀等,由深圳哈德胜最先发明并不断进行改良,顶针排废技术居行业之冠。最小排废孔可加工至0.6mm.它的出现直接影响了整个模切行业小孔排废工艺,使模切产品的排废工艺有了飞跃性的进步,为目前使用最多的排废刀具。使模切与排废同时进行,有效避免切穿的废料卡在刀腔从而损伤刀刃或集存在材料上造成产品不良;顶针式圆刀使用方便、不需气源、无噪音、排废顺畅的同时起到了对刀刃的保护效果。此类刀具是小孔小间隙等不易排废产品的理想选择。 ▶ 吹气/吸气排废工艺 吹气式排废圆刀也叫吹气清废刀,气冲式排废圆刀。是通过高压空气作用将废料吹离模切材料和刀腔,防止废料卡在刀腔并进行排废的一种圆刀工艺。在刀体侧端安装一块导气卡环,将高压空气精确的引导到对应的排废气孔上把整排废料吹出,一般还会配合吸废盒使用,更好的收集模切出来的废料。 吸气刀通过大功率吸气装置连接刀体,产生吸力将模切的产品废料吸附在表面的刀腔上,再用排废料带排走,使一些较难排除的大片废料排废顺畅;吸废刀可将模切废料吸入刀体内部,再从轴头一端连接的吸气装置吸出,在节约材料、降低刀刃的损伤率上有良好的效果。经过验证,直径在3~10mm之间废料可以吸废效果是最好的。 ▶ 落料式排废工艺 此类圆刀刀体中间掏空,通过刀刃的特殊加工,在模切时可以将废料卡在刀腔里,并自动依次挤压落在掏空的刀体内部,再通过刀体旁边开出的排废口将废料清走。这种刀具排废容易,无噪音,但对废料的形状有要求、一般都是规则图形,如圆孔、方孔排废等。圆孔直径在3-10mm排废效果是最好的。 对于一把以上的圆刀加工的产品就要进行几把刀的对位。对位尺寸有两个方向的即横向尺寸和纵向尺寸。纵向尺寸靠刀套上的旋扭控制,一般调好后锁住,变化较小;横向尺寸变化会大一点。要对位的圆刀都会有对位标记,通常两把刀对位时设计成两个直角“┍”“┙”,最后形成“十”字。对于两把以上的刀具,对位标识不同的工程师会有不同的设计。 加工过程中的稳定性即影响到生产的效率,又影响到产品的质量。 决定加工时稳定性的因素有多种,有工艺的因素,也有操作工技术水平的因素。一般当圆刀已开好做成,再更改刀具就会增加重新做刀的费用,因此,我们主要从操作常识上去提高生产稳定性。归纳起来有以下几个方面: (1)整体张力要合适。整个材料在转动的过程中张力要合适,绷得太紧,产品容易收缩、变形、移位等;绷得太松则尺寸不稳定,变化大。所以要把握好全局的张力,如何控制好全局的张力,就要把握好各个收放料轮的张力。 (2)收放料时尽量采用恒定的张力。对于容易滑动的材料要用挡板夹住,防止材料左右移动,有胶的材料放料时不要露胶到处粘。 (3)添加辅助滚轮。在材料易皱、不平稳的地方,可添加辅助滚轮,添加时要注意角度合适。


温馨提示:本文来源于易得通整理编辑,转载只为行业交流,如有侵权可联系小编删除,若有转载请注明出处,谢谢! 投稿联系人:莫小姐 136-8628-7350 投稿邮箱:874898085@qq.com